



焊管全自动无损探伤设备介绍
钢管企业想要提高产品质量,就需要对钢管焊管进行质量检测,而超声波探伤是钢管焊管质量检测的重要手段。在此需求下飞泰开发一种适合于我国生产条件的钢管焊管全自动无损探伤检测设备。
焊管检查缺陷的种类有虚焊、未焊透、内外穿透伤、折叠、夹杂、裂缝、裂纹、凹坑等表面、近表面缺陷等。焊管焊缝的轨迹自动跟踪探伤检测,要使探头架始终处于焊缝的正上方,设备采用直线滑轨及探头跟踪系统使检测探头与钢管上部焊缝形成直线相对移动,完成对钢管的焊缝及全管体探伤检测。
钢管焊管探伤设备详细介绍及报价请联系 李经理189-311-80976

焊管探伤检测
焊管全自动无损探伤设备应用领域
机械、石油、天然气、船舶、航天、运输、交通等行业中钢管焊管焊缝的超声波无损探伤检测设备。
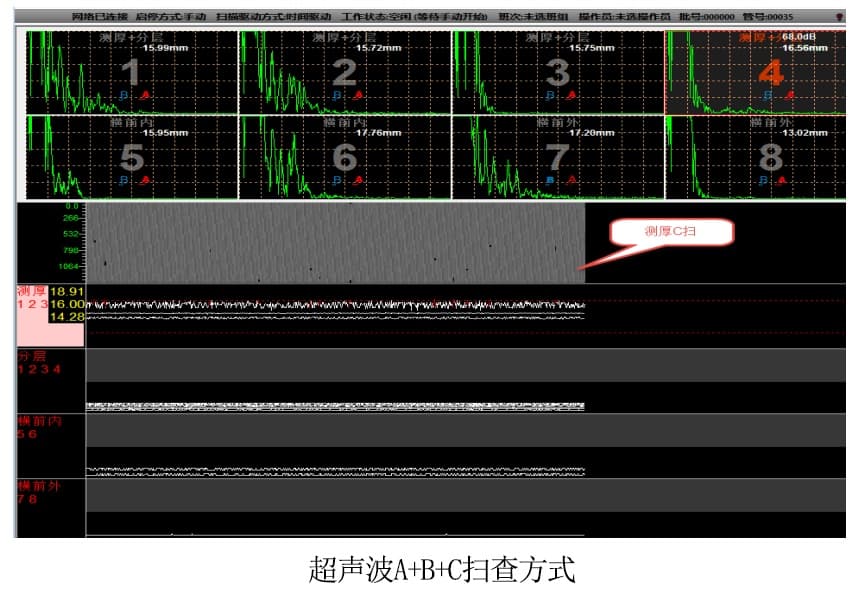
焊管全自动无损探伤检测工艺
● 焊缝纵、横向缺陷检测,焊缝钝边区串列检测及焊缝热影响区分层检测
● 管端盲区:纵向及分层检测 ≤ 50mm;横向检测 ≤ 50+2×T(T为壁厚)
● 检测方法:螺旋焊缝:水膜法
● 检测通道:焊缝超声检测8通道
焊管全自动无损探伤技术参数
● 探伤管径:219~2640mm
● 钢管长度:5-12m
● 探伤速度:0~3m/min
● 壁厚:6--16 mm
● 探伤通道数:焊缝8通道、管体24通道
● 检测灵敏度:NB/T47013-2015.3
● 探伤设备综合性能指标:NB/T47013-2015.3
● 检出缺陷后处理:即时给出声光报警信号
焊管检测标准
◆ API SPEC 5L 《管线钢管规范》(第45版)
◆ DEP31.40.20.37 (2011)《壳牌管线管规范》
◆ ASME A578/A578M-96 ASTM A53 ASTM A500 JIS G3444 GB/T 3091
◆ GBT11345-2013 《焊缝无损检测超声波检测技术、检测等级和评定》
◆ Q/SY GJX 101-2010《中国石油管道建设项目部天然气输送管道用钢管通用技术条件》
焊管全自动无损探伤设备质保期及售后服务
焊管全自动无损探伤设备合格验收之日起,设备保用期为一年。在保期内,因设备设计或制造等卖方原因造成的损坏,卖方需要立即给予免费修复或更换,此工作一般应在2—3天内完成。
长期的科学研究和生产实践中,我们综合国内无损检测设备的特点,消化吸收国外设备的特长,根据我国钢铁产品结构,研制生产了适合多种直径螺旋焊管自动探伤设备。电控采用传感技术和微机控制,可实现全自动化探伤。大中小口径的螺旋管离线在线自动检测设备,全部通过国家检测中心的认证,其中近十余项达到国内先进水平。
 Email : sjzfeitai@163.com
Email : sjzfeitai@163.com
 冀公网安备13010802001806号
冀公网安备13010802001806号