Email : sjzfeitai@163.com
螺旋管探伤设备
螺旋管自动探伤系统
螺旋管探伤厂家
18931180976
网站首页
螺旋管探伤设备
螺旋管探伤设备
螺旋管探伤系统
探伤设备案例
走进飞泰
探伤设备资料
合作单位
荣誉资质
联系我们
探伤设备资料
05-16
超声波自动化探伤设备的发展历史,具备多项功能!
超声波自动化探伤技术正在向着高精度、高灵敏度的方向发展,同时也对其提出了在线检测、动态检测、高温环境检测的要求,超声检测系统将进一步实现智能化、自动化、数字化、可视化;现代信息处理技术如模糊技术、数值分析法、遗传算法、虚拟仪器技术、神经网络技术等将广泛使用于超声无损检测领域。
03-27
钢结构焊缝质量超声波无损探伤检测-飞泰检测仪器
钢结构在生活中非常常见,钢构件经过焊接成型,钢结构焊接工作中存在着众多影响质量的焊接缺陷,比如常见的焊接缺陷有未焊满、根部收缩、裂纹、未焊透、未熔合、咬边、弧坑裂纹、电弧擦伤、飞溅、接头不良、焊瘤、夹渣、气孔等。面对这些严重影响焊接质量的问题,必须通过有效的质量检测才能判断是否符合质量要求,我们常用的是超声波探伤检测,有了探伤报告才能保障工程的安全、稳定。
03-21
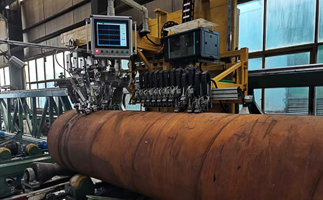
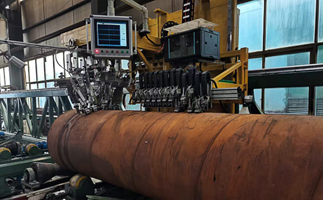
输油气管道焊缝探伤检测-飞泰检测仪器
螺旋焊缝可以采用超声波探伤技术检测,飞泰生产一款用于钢管螺旋焊缝自动探伤的设备,设备探伤采用离线检测,通过直线滑轨及探头跟踪系统使检测探头与钢管上部焊缝形成直线相对移动,完成对钢管的焊缝及全管体探伤,飞泰可以根据生产企业钢管直径、厚度、长度、材质、探伤标准等设计产品。
02-07
压力容器钢板对接缝超声波探伤检测方法-飞泰
钢板是构成压力容器的主体材料,对接焊缝是压力容器主体结构加工制造采用的主要焊缝形式,为保证压力容器的制造质量,保证压力容器安全运行,需要用超声波探伤检测,人工探伤可以选择超声波探伤仪,自动探伤可以选择超声波自动探伤设备。
12-13
焊接焊缝探伤检测方法及质量等级含义
焊接作为钢材主要连接方式之一 ,直接影响钢管、钢板、钢结构的质量 ,采用无损探伤的手段对焊缝进行质量检验是确保产品质量的重要环节,下面我们就从多个方面解决钢材焊接焊缝探伤检测的重要点。
12-02
详细解说钢结构无损探伤方法及特点
钢结构无损探伤主要是检测焊缝焊接质量,常用的方法是超声波探伤、射线探伤但也可以使用渗透和磁粉探伤,他们各有各的优势,我们可以根据检测要求具体确定使用哪种探伤方法。
10-25
x射线检测方法,射线探伤系统的发展
x射线检测技术应用最普遍的检测方法是胶片照相法,利用人眼探伤,判断物体的缺陷,其优点是操作简单,成像效果好,缺点是检测效率低,操作复杂,胶片资料不易保存,检测过程不易实现自动化等缺点,由于操作人员长期检测器或物体表面,眼睛十分疲劳,身体伤害很大,而且极易出现走神等现象,大大增加了检测的不可靠度。
10-11
风电塔筒焊缝焊接方法和检验方法
风电塔筒焊缝具有数量多、长度长的特点,通常采用埋弧自动焊接技术,焊缝的坡口形式、焊接工艺均会影响焊缝质量。焊缝在焊接时必须做到外形美观,不能出现明显咬边、气孔、漏焊、烧穿、夹渣、未熔合等影响焊缝使用寿命的缺陷。
10-10
风电塔筒环形焊缝检测_超声波探伤设备-飞泰检测仪器
塔筒焊缝的检验可以分为外观检查和无损检测两个方面。外观检查主要是检查焊缝的外形尺寸和余高是否满足设计要求、焊缝与母材是否平滑过渡,以及焊缝表面是否有明显裂纹与夹渣等缺陷。焊缝的内部质量必须借助无损检测工具进行判断。
10-09
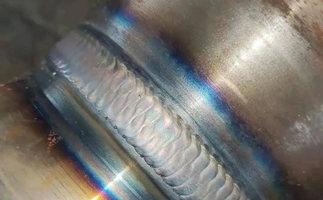
螺旋管制造工艺及探伤检测-飞泰检测仪器
螺旋管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1-3mm,并使焊口两端齐平。
共18 页 页次:5/18 页
首页
上一页
4
5
6
7
8
下一页
尾页
转到
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
网站首页
|
螺旋管探伤设备
|
探伤设备案例
|
走进飞泰
|
探伤设备资料
|
合作单位
|
荣誉资质
|
联系我们
山科飞泰(河北)检测技术有限公司 技术支持:螺旋管探伤设备
ICP备案信息:
冀ICP备14001889号-6
冀公网安备13010802001806号
 Email : sjzfeitai@163.com
Email : sjzfeitai@163.com










 冀公网安备13010802001806号
冀公网安备13010802001806号